株式会社クリエイトエンジニアリング
ブレーキローターは機械加工完了状態では、外観だけではなかなかその優劣を見極めることが困難です。そのため価格の安いものに流れてしまい購入していざ車に装着してから後悔することも多くあるようです。以下にその理由を説明するとともにVOXAブレーキローターが鋳造素材にまで気配りした品質の優れたものであることについて説明致します。なお、ノーハウに関する部分も多いので詳細は割愛してあります。
ブレーキローター用材料の鋳造
JIS等では機械構造用鋼などについては、化学成分や引張り強さなどの機械的性質などが細かく規定されています。しかしながら、ブレーキローター材料として広く使用されているねずみ鋳鉄品に関しては、機械的性質は規定されているものの、化学成分については当事者に一任されています。従って、通常のねずみ鋳鉄品に関しては、機械的性質さえ規格を満足していればどのような化学成分の材料を使用しようがなんでもよいことになっています。ところが、鋳造品はその化学成分や製造方法によってまったく違ったものになります。
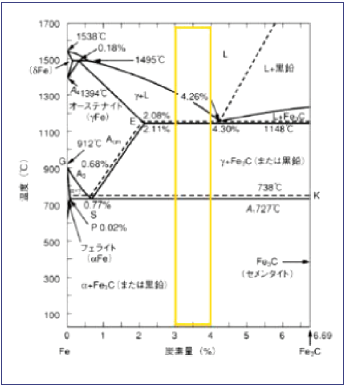
下図は、Fe(鉄)‐C(炭素)系平衡状態図と言われているもので材料の溶融状態から冷却過程での組織の変化を表したものです。
ブレーキローター用材料として多く使用されているFC150〜250材(引張り強さ*1が150〜250N/mm2の材料)の場合、通常は材料中に重量比で炭素(カーボン)が約3〜4%含有されています(右図の黄色の枠参照)。この図が示すとおり融点が1300℃程度であり温度の低下に伴いγ(オーステナイト)層が析出し1150℃付近のAcm変態点を過ぎるとFe3C(セメンタイト)*2や黒鉛(炭素)が析出し始めます。
*1.部材が破壊するまでに単位面積当たりに加えられる荷重の大きさ
*2.炭素と鉄の化合物でもっとも硬く脆い組織
さらに温度が低下しA1変態点(約730℃付近)を越えるとα(フェライト)とFe3C(セメンタイト)が共存するパーライトと呼ばれる組織になります。パーライトは軟らかいフェライトと硬いセメンタイトのそれぞれの組織要素がうまく組み合わさって、きわめて強靭な性質を有するものです。
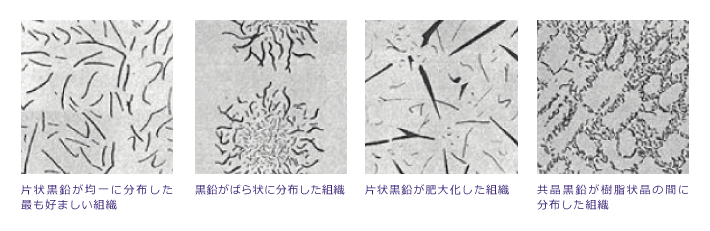
ブレーキローター用鋳物は、溶解温度や注湯温度(鋳物型に溶けた材料を注ぐ温度)の管理はもちろんのこと、冷却速度、型ばらし温度(型を開放して鋳物を取出す温度)が一定に管理されていないと前記のような冷却の過程で通常発生するはずの組織が様々な別の組織に変わってしまい本来の性能が発揮されません。また、接種(鋳造する直前に合金元素を添加すること)の有無によっても組織が変わります。以下に組織の一例を示します。
冷却速度が早いと黒鉛が細かく分岐した形になります。冷却速度を適正で、かつ一定に保つためには、鋳物砂の水分が正確に管理されている必要があります。また、新砂と旧砂の配合比も適正になっていないと良いローター材料にはなりません。鋳物型内へ鋳物砂を充填する砂込めも硬過ぎると鋳物材料から発生するガスの抜けが悪くなり鋳造欠陥が発生し、柔ら過ぎると形状が安定しません。
作業者の勘に頼ったやり方では良い鋳物を作ることが困難なだけでなく製品間の品質のばらつきが大きくなります。
型をばらすタイミングが変態点通過の前か後かによっても違った組織になります。また、同じ型枠内でも冷却速度が速いか遅いかによって組織が変わり、一般的に早く冷える摺動面外側は黒鉛が細かくなる傾向があり、硬さも内周から外周に向かって硬度が上がる傾向があります。
このようにブレーキローター用鋳物材料の製造は細心の注意を払い、細かく管理して製造する必要があります。しかしながら、現状は価格が安いからと言って新興国から調達しているものが多く出回っています。化学成分の管理も十分にせず、暑いからといって上半身裸で、河原砂にバケツで水をぶっかけてスコップでこね回し、型枠に適当に砂込めして、型をばらす時間も管理せずに鋳物を製作しているところもあるのが実態です。当然ブレーキローター用鋳物材料としては不適格です。
しかしながら、機械加工完了状態では目視でその良否を識別するのが困難なのでどうしてもこのような粗悪品が出回ってしまいます。このような粗悪品は、摺動面の組織が均一でないばかりでなく一部チル化*3していたり、ハードな運転をすると摺動面が加熱されて鋳造時の残留歪が開放されることにより、摺動面に歪が出てバランスが狂ってしまい走行振動が発生する場合さえもあります。
摺動面の荒れがひどくなりブレーキジャダー*4が激しくてブレーキペダルを踏めないことさえもあります。
*3.過冷却により焼きが入った硬い組織になること
*4.ブレーキペダルを踏んだ時に発生する車体前後振動
VOXA ブレーキローターは、綿密に化学成分、溶解温度や注湯温度を管理し、鋳物砂の新砂、旧砂の配合比や水分を自動管理し、型込めも自動機を使用することでばらつきを減らし、コンベア搬送により注湯後一定時間経過後は自動で型ばらしされるように構成された生産ラインで生産されていますので、装着直後から本来の性能を発揮し、ハードな運転をしてもバランスが狂ったり摺動面が荒れたりすることなく安定した性能を発揮し続けます。
ブレーキローター用素材の化学成分
上項のように、鋳鉄はFe‐C系の合金が基本です。含有しているC(炭素。黒鉛)は、加える力と歪が正確な弾性を示さないため、ねずみ鋳鉄は鋼に比べて優れた振動減衰性を示します。炭素量を増やすと振動減衰性がさらに良くなるので、この性質を利用して近年ブレーキ鳴きの起こりにくいハイカーボン(通常より多い4%近くまで炭素量を増やした材料の一般呼称)としたローターが出回っているのはこの理由によります。
しかしながら、炭素は鉄に対しては不純物になり、炭素量を増やすと強度は低下します。この強度低下を補償するため厚肉にする必要があり、一般的に炭素の含有量は4%が限度です。逆に含有炭素量を減らすと強度(引張強さ)は増加しますが振動減衰率は低下しますので適値があります。
これ以外の合金元素の第一は珪素(Si、シリコン)です。溶湯の流動性を向上させ黒鉛を析出しやすくし耐食性を向上させますが、過度の合金はチル化したり黒鉛が粗大化し強度低下しやすくなります。このように合金元素の種類や添加の仕方によって材料の性質は大幅に変化します。これ以外の一般的な合金元素には硫黄(S)、燐(P)があります。
また、ブレーキローターの場合、摺動面がかなり高温になり、A1変態点(723℃上項の図中参照)近くの温度に頻繁に達するようなハードな走行をすると、その熱で表面近くのパーライトが粒状化して硬さが低下する現象が起こりやすくなります。これは、パーライト分解といいブレーキローターの厚み変動の発生を助長しブレーキジャダーの原因になります。
VOXA ブレーキローターは、ヒートスポットの発生やパーライトの粗大化を防ぎ、パーライト分解を抑制し表面亀裂を抑え、かつ高温強度に効果のある複数の特殊な合金元素を添加しています。しかしながら、この合金元素も過度に添加すると黒鉛化を阻害し炭化物を形成し耐熱亀裂性が悪化しますので、それを抑えるため炭素、珪素量を増やすなどの細かな独自の手法を取っています。VOXAブレーキローターは、独自のノーハウの元に「FC230DS」「FC210DC」「FC210DE」というブレーキローター用として専用に開発した材料を使用することでスポーツローターとしての性能を大幅に高めてあります。
HOME
|
会社案内
|
自動切粉破砕・圧縮機
|
ブレーキディスク
|
3D形状測定機
|
CAE構造解析
|
採用情報
|
お問い合わせ
valuable and Outstanding Xtra Apparatus
〜価値ある優れた製品を追求する〜
株式会社クリエイトエンジニアリング
〒444-3524 愛知県岡崎市竜泉寺町字上北野尻66番地
TEL.0564-58-8718 FAX.0564-58-8728
E-mail:support@voxa.co.jp
営業時間 8:30〜17:30【休日:土曜・日曜】
は、株式会社クリエイトエンジニアリングの登録商標です。
Copyright (C) 2012 Create Engineering.Al l Rights Reserved.















 は、株式会社クリエイトエンジニアリングの登録商標です。
は、株式会社クリエイトエンジニアリングの登録商標です。 